1 產品性能特點
1.1 PDQ型單板
起重鉗(以下簡稱
單板鉗)與QS型雙板起重鉗(以下簡稱
雙板鉗),采用低合金高強度結構鋼制造并熱處理而成。
1.2 單板鉗與雙板鉗試驗載荷為2倍極限工作載荷,破斷載荷為4倍極限工作載荷。
1.3 單板鉗與雙板鉗只適用于厚鋼板和多層鋼板的水平吊運。
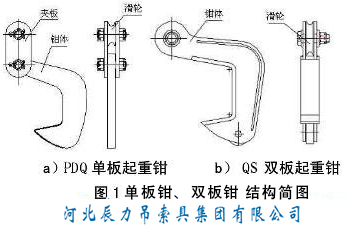
2 結構簡圖見圖1
3 吊裝形式
3.1 單板鉗與雙板鉗適用于厚鋼板和多層鋼板的水平吊運,安裝方法見圖2,兩個單板鉗或雙板鉗必須用一根鋼絲繩繞過滑輪,起吊鋼絲繩的兩頭。
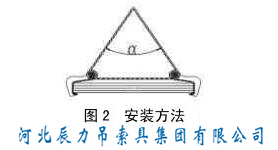
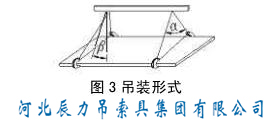
3.2 單板鉗與雙板鉗起吊鋼板時,必須與橫梁配套使用,其中α在(45-90)°之間,β在(0-15)°之間。橫梁的有效長度應不小于鋼板長的1/3。單板鉗或雙板鉗兩只試驗為額定載荷,四只為一組吊裝作業,吊運過程中,鋼板應保持水平見圖3。
4 使用方法和注意事項
4.1 當夾角α大于60°時,(因為額定載荷規定在60°角),允許的***大起重量=額載×表1中的折合系數。
表1 折合系數
|
頂部夾角α |
0°~60° |
70° |
80° |
90° |
|
折合系數 |
1 |
0.9 |
0.8 |
0.7 |
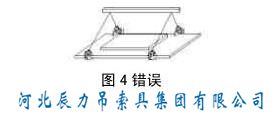
4.2 如圖4所示,不允許在被吊鋼板上面疊加一塊小鋼板。
4.3 起吊過程中,嚴禁吊運的鋼板受到碰撞和沖擊。
4.4 吊運過程應盡量平穩,下面嚴禁站人或物品上面通過。
4.5 每次使用前后均應檢查各部位有無異常情況,如焊縫裂紋、孔或軸變形,轉動部位劃傷、銹蝕,鉗牙損壞等。
4.6 標識丟失后應及時補上,避免用錯。
4.7 存放地點應防止生銹及對單板鉗或雙板鉗漆表面的損壞。
4.8 長期不用時應在各活動部位涂以油脂,其余部位涂漆。
5 報廢標準
出現下列情況之一,應更換部件或報廢
5.1 鉗口變形達到原開口度的2.5%時,應更換部件或報廢;
5.2 鉗軸的磨損量或變形量達到原直徑的2.5%時,應更換部件或報廢;
5.3 鉗軸孔的磨損量達到原尺寸的5%時,應更換部件或報廢;
5.4 單板鉗與雙板鉗整體活動不靈活,經過各滑動部位加潤滑油后仍然不靈活時,應更換部件或報廢。

 全國服務熱線
全國服務熱線 




